掃一掃,聯(lián)系我們
微信號:juhuishukong

發(fā)布時間:2025-12-02 08:00:16 發(fā)布人:巨輝智能 人氣:28 來源:本站
做電氣成套設(shè)備的伙計們都有過這種煩惱:銅排要先剪切成段,再挪到?jīng)_孔機上打孔,最后換折彎機塑形,一套工序下來換三臺設(shè)備,工人搬來搬去累得夠嗆,還容易因為定位偏差導(dǎo)致零件報廢。更頭疼的是遇到異形母線,普通機器根本沒法一次性加工,只能找外協(xié),成本高還耽誤工期。作為山東巨輝智能科技,咱們專做母線加工機快十年,深知大家要的不是花里胡哨的功能,而是能實打?qū)嵔鉀Q多工序加工難題的實用配置。今天就把母線加工機的核心功能講透,從剪切、沖孔到折彎,教你怎么選對功能、用對功能,讓一臺機器頂三臺用,省人省料還省心。

選母線加工機,先別被“多功能”三個字唬住,得先看核心三功能——剪切、沖孔、折彎是不是真的好用。這三個功能是母線加工的基礎(chǔ),缺一個都得額外配設(shè)備,反而增加麻煩。咱們的全功能機型把這三個單元集成在一臺設(shè)備上,工作臺面無縫銜接,銅排剪完直接推到?jīng)_孔位,沖完不用挪動就能折彎,整個流程下來不用二次定位,精度誤差能控制在±0.1mm以內(nèi),比換設(shè)備加工的精度提升了好幾倍。之前有個做高低壓開關(guān)柜的客戶,原來用三臺單機加工,一個班組一天才做200套母線,換了咱們的全功能機型后,兩個工人一天就能做350套,產(chǎn)能直接翻了近一倍。
先說說剪切功能,別以為能剪斷就行,不同厚度的母線對剪切功能的要求差遠了。薄母線(1-3mm)最容易剪得“毛邊亂飛”,尤其是帶鍍層的銅排,剪口不平整還會刮花鍍層,后續(xù)得花時間打磨。咱們的剪切單元用的是平刃設(shè)計,刃口經(jīng)過高頻淬火處理,硬度能到HRC58,剪薄銅排時就像用剪刀剪紙片一樣整齊,而且刀頭做了圓弧過渡,不會刮傷母線表面。操作時只要把銅排靠緊定位擋板,踩下腳踏開關(guān),刀頭會勻速下行,避免因受力過猛導(dǎo)致銅排變形。安徽有個做配電箱的客戶,之前用老機器剪2mm銅排,報廢率高達15%,換了咱們的設(shè)備后,剪口光滑得不用二次處理,報廢率直接降到1%以下,每月光銅排材料就省了6000多塊。

厚母線(6mm以上)剪切則要靠“硬實力”,核心看剪切力和機身穩(wěn)定性。咱們針對厚母線設(shè)計的加強款機型,剪切力能達到500KN,相當于50噸的壓力,剪12mm厚的工業(yè)銅排都毫不費力。機身用20mm厚的Q235鋼板整體焊接,底部加了加強筋,剪切時機身不會晃動,避免出現(xiàn)“剪不斷、歪脖子”的情況。之前有個河北的客戶,用普通機器剪10mm銅排,經(jīng)常出現(xiàn)剪口傾斜,得用角磨機修半天,換了咱們的設(shè)備后,剪出來的銅排長度誤差控制在±0.2mm,直接就能拿去沖孔,省了一道修邊工序。另外,咱們的剪切單元行程可以調(diào)節(jié),根據(jù)母線厚度設(shè)定刀頭下行距離,不用每次都剪到最底,既省時間又保護刀頭。
再講沖孔功能,這是母線加工的“精細活”,孔位不準、孔壁有毛刺都會影響后續(xù)組裝。咱們的沖孔單元有兩大優(yōu)勢,一是模具適配性強,二是定位精準。模具用的是Cr12MoV材質(zhì),經(jīng)過二次淬火,刃口硬度達HRC60,沖銅排、鋁排都特別耐磨,而且標配6-12mm的常用模具,要是需要沖18mm的大孔或者腰型孔,咱們24小時就能定制專用模具。定位方面,手動機型有激光雕刻標尺,比傳統(tǒng)金屬標尺清晰還不磨損;自動機型用高精度傳感定位,輸入?yún)?shù)后自動找位,誤差不超過±0.1mm。山東本地有個做低壓開關(guān)柜的小廠,原來用手動機型沖孔,一個工人一天才沖300根,換了咱們帶自動定位的機型后,設(shè)定好孔距參數(shù),機器自動送料沖孔,一個工人管兩臺設(shè)備都富余,孔位整齊劃一,螺栓一穿就過,不用再擴孔。
多模位設(shè)計更是提升效率的“神器”,很多開關(guān)柜廠家要沖圓孔、方孔、長腰孔多種規(guī)格,傳統(tǒng)機器換一次模得5-10分鐘,一天換8次模就浪費近1小時。咱們的數(shù)控款直接采用六模位轉(zhuǎn)盤,把常用模具提前裝在轉(zhuǎn)盤上,需要換模時轉(zhuǎn)一下轉(zhuǎn)盤就行,不用拆來拆去,換模時間縮短到10秒以內(nèi),工作效率直接提升30%以上。有個做母線槽的客戶,原來用老設(shè)備一天頂多沖400根母線,換了咱們的六模位機型后,一天能沖到600根,產(chǎn)能提了一半,老板說省下來的人工費三個月就把機器差價賺回來了。
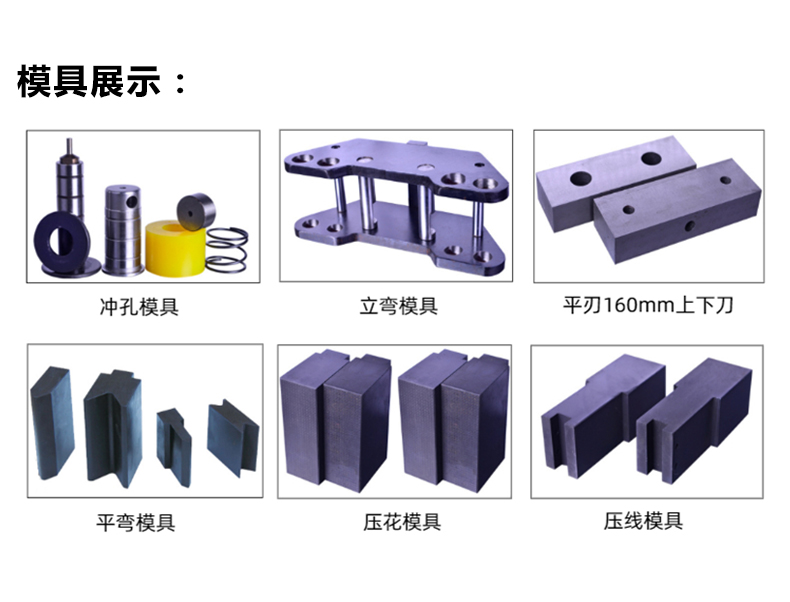
折彎功能是母線加工的“造型關(guān)鍵”,很多新手折出來的銅排角度不準,要么彎過頭要么不到位,組裝時根本對不上。咱們的折彎單元用臥式結(jié)構(gòu),操作更直觀,還能通過更換模具實現(xiàn)平彎、立彎等多種造型,甚至可以定制壓花、壓電纜接頭的特殊模具。核心亮點是“角度補償”功能,比如要折90度角,輸入?yún)?shù)后機器會自動預(yù)留0.5度的回彈量,折出來的角度剛好達標。之前有個江蘇的客戶,折8mm厚的銅排總出現(xiàn)回彈,導(dǎo)致開關(guān)柜柜門關(guān)不嚴,咱們的售后師傅上門后,教他用角度補償功能,再調(diào)整模具間隙到0.3mm,之后折出來的銅排角度精準,甲方驗收一次就通過。
對于批量折彎的客戶,咱們的數(shù)控系統(tǒng)還能存幾十組加工參數(shù),不同規(guī)格銅排的折彎角度、位置都能提前設(shè)定,下次加工直接調(diào)用,不用反復(fù)測量調(diào)試。有個做電力工程的客戶,要加工10種不同規(guī)格的折彎母線,原來換規(guī)格就得調(diào)半小時,用了咱們的設(shè)備后,換型時間縮短到5分鐘,批量加工時還能開啟連續(xù)折彎功能,機器自動送料、折彎,工人只需要負責上下料,輕松不少。
除了核心的剪、沖、折功能,咱們還根據(jù)客戶需求加了很多實用配置。比如機身底部裝了腳輪,配合可調(diào)節(jié)支腳,想挪動機器時推到指定位置,放下支腳就能固定,車間布局調(diào)整特別方便。還有液壓系統(tǒng)用了雙泵設(shè)計,空行程時快速移動,加工時慢速加壓,既提高效率又保證精度,液壓油用46號抗磨液壓油就行,保養(yǎng)簡單。另外,機器上還預(yù)留了特殊加工接口,后期需要加壓平、鈕花功能,直接加裝模塊就能用,不用換整機,幫客戶節(jié)省設(shè)備投入。
很多人買了全功能機型卻用不好,其實關(guān)鍵在“功能匹配”和“日常維護”。比如加工薄母線時,別用厚母線的剪切力和沖孔壓力,咱們的機器可以精準調(diào)節(jié)參數(shù),沖2mm薄銅排用150KN壓力就行,剪3mm鋁排把刀頭速度調(diào)慢,避免材料變形。日常使用時,每天下班前要把剪、沖、折三個單元的銅屑清理干凈,用壓縮空氣吹掉模具縫隙里的雜質(zhì);每周給各單元的導(dǎo)向柱加一次潤滑脂,別用普通機油,容易粘灰磨損部件;每月檢查一次模具刃口,有小崩口及時打磨,別將就著用,不然小問題會變成大故障。

遇到功能故障也別慌,很多問題自己就能解決。比如剪切時出現(xiàn)毛刺,先看刀頭是不是變鈍了,用細砂紙順著刃口打磨就行;要是還不行,檢查刀頭間隙,用調(diào)整螺栓調(diào)到0.1mm以內(nèi)。沖孔卡模時,先停機泄壓,用專用工具輕輕敲動上模,取出銅排后清理模具間隙,加些潤滑脂就能恢復(fù)。折彎角度不準,先檢查定位擋塊是不是松動,擰緊后再用角度尺校準,重新輸入補償參數(shù)。之前有個河南的客戶,半夜趕工折彎角度出問題,打咱們400服務(wù)電話,售后師傅視頻一步一步教他操作,二十分鐘就解決了,沒耽誤交貨。
其實選母線加工機,核心不是功能越多越好,而是“需要的功能都好用”。咱們山東巨輝在設(shè)計機器時,就沒搞那些花架子功能,而是把剪、沖、折這些核心功能做精做專——平刃剪切保平整、多模位沖孔提效率、角度補償折彎準,每一項功能都針對客戶的實際痛點。不管你是每天加工幾十根母線的小廠,還是幾百根的大廠,不管是做低壓配電箱還是高壓開關(guān)柜,都能找到適配的功能機型。要是你對母線加工機的功能有疑問,比如不知道哪種功能適合自己的產(chǎn)品,或者想定制特殊加工功能,都可以聯(lián)系我們。我們不僅給你靠譜的機器,更把十年積累的功能使用技巧全教給你,還有24小時售后支持,讓你買得放心、用得省心,再也不用為母線加工的效率和精度發(fā)愁。
地址:濟南市長清區(qū)城南工業(yè)園
電話:0531-87412186
手機:15562687701

微信號:juhuishukong

 客服QQ
客服QQ